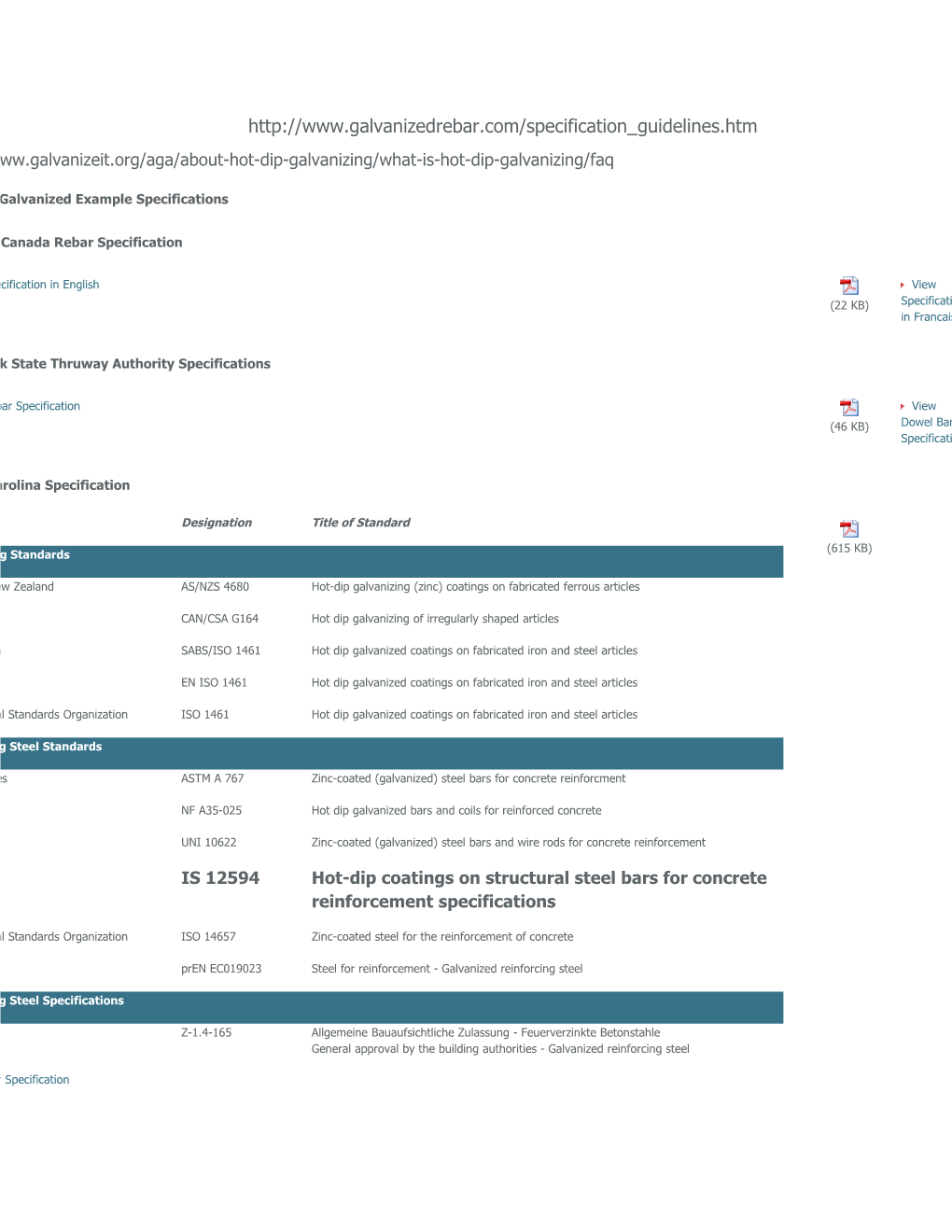
Hot-Dip Galvanized Example Specifications
Quebec, Canada Rebar Specification
View Specification in English /
(22 KB) / View Specification in Francais /
(49 KB)
New York State Thruway Authority Specifications
View Rebar Specification /
(46 KB) / View Dowel Bar Specification /
(32 KB)
South Carolina Specification
Designation / Title of Standard
Galvanizing Standards
Australia/New Zealand / AS/NZS 4680 / Hot-dip galvanizing (zinc) coatings on fabricated ferrous articles
Canada / CAN/CSA G164 / Hot dip galvanizing of irregularly shaped articles
South Africa / SABS/ISO 1461 / Hot dip galvanized coatings on fabricated iron and steel articles
Europe / EN ISO 1461 / Hot dip galvanized coatings on fabricated iron and steel articles
International Standards Organization / ISO 1461 / Hot dip galvanized coatings on fabricated iron and steel articles
Reinforcing Steel Standards
United States / ASTM A 767 / Zinc-coated (galvanized) steel bars for concrete reinforcment
France / NF A35-025 / Hot dip galvanized bars and coils for reinforced concrete
Italy / UNI 10622 / Zinc-coated (galvanized) steel bars and wire rods for concrete reinforcement
India / IS 12594 / Hot-dip coatings on structural steel bars for concrete reinforcement specifications
International Standards Organization / ISO 14657 / Zinc-coated steel for the reinforcement of concrete
Europe / prEN EC019023 / Steel for reinforcement - Galvanized reinforcing steel
Reinforcing Steel Specifications
Germany / Z-1.4-165 / Allgemeine Bauaufsichtliche Zulassung - Feuerverzinkte Betonstahle
General approval by the building authorities - Galvanized reinforcing steel
View Rebar Specification /
(615 KB)
Hot-Dip Galvanized Product Standards
The specification for hot dip galvanizing of steel reinforcing bars is handled in different ways around the world. Some countries treat steel reinforcing bars in the same way as any other steel product, and the hot dip galvanizing of rebar falls under a general galvanizing standard (see table below). Several other countries have developed product specific standards for the hot dip galvanizing of steel reinforcing bars. These are also listed below:
ABOUT OUR COMPANY
ABOUT OUR PRODUCTS
HOW TO ORDER
PRODUCT LINE
Lab-metal
Thurmalox 2655 Silicone Caulk
Hi-Temp Lab-metal
Lab-solvent
Galvax
Heat Block
Telcon
PHOTO GALLERY
PRODUCT PACKAGING
EN ESPANOL
PRODUCT NEWS
NEWSLETTER
LAB-METAL PROJECTS
FOR POWDER COATERS
FOR DISTRIBUTORS
LITERATURE
MSDS
WORLDWIDE
HIGH TEMP SPRAY PAINT
HIGH TEMP COATINGS
STOVE PAINT
/ / Weld Thru Primer, Weld Through Primer, Zinc Rich Primer, Zinc Paint, Cold Galvanizing Compound, Cold Galvanizing Spray, Zinc Rich Paint /
[Technical Data Sheet][Meets Following Specifications]
Galvax brochure (PDF)
Cold Galvanizing Compound for Corrosion Control
Available in aerosol and gallon containers
NOW AVAILABLE AT YOUR LOCAL FASTENAL CO. LOCATION Gallon - Part#0815248
CLICK HERE FOR A BRANCH NEAR YOU
DESCRIPTION
APPLICATIONS AND USES
FEATURES
SURFACE PREPARATION
APPLICATION
EQUIPMENT
STORAGE AND CLEAN-UP
DESCRIPTION:
Cold galvanizing coating. Zinc-rich Galvax stops rust and corrosion caused by welding and atmospheric exposure. High percentage of pure zinc dust in an epoxy resin formulation produces a film providing years of protection. Electro-chemically bonds with iron and steel, and actually fuses with the base metal to provide rust and corrosion resistance. Equal to hot dip galvanizing in cathodic protection, film durability, and protection against caustic action of salt. Can be used as a primer for most paints. Galvax sprays or brushes on cold and heals itself when scratched. Excellent for recoating or spot-priming weathered galvanized surfaces and repairing areas damaged by welding. Also available in bulk sizes.
APPLICATIONS AND USES:
Marine use, cars, buses, trailers, trucks, air conditioning systems and fans, fencing, piping, sumps, water tanks, gutters, metal roofs and buildings. Structural steel bridges, buildings, off-shore rigs, steel windows, sheet metal and welds, garden furniture and tools, livestock equipment and farm machinery, electrical transmission towers. Used in harsh environments, including chemical and other corrosive situations (not recommended for immersion in, or spillage of, acid or alkali): chemical process piping and equipment, pulp and paper equipment, oil and gas production, processing and distribution equipment, water and sewage works equipment.
FEATURES:
- 95% zinc content in dry film
- Can be used as a primer for most paints
- Lasting protection against rust and corrosion
- Complete weld repair qualities
- Galvanic action barrier comparable in protection to hot dip galvanizing
- Builds up slightly uneven surfaces prior to painting while protecting from rust and corrosion
- Easy brush or spray application
- Simple handling; single package epoxy system
- No pot life limitation
- Easy mixing - no hard settling of pigment
- Excellent wetting and penetration properties
- Flexible films with excellent adhesion
- Air dries quickly - set to touch in one hour
- Up to 5 mils DFT per coat
- Can be applied over a wider range of temperatures and relative humidities than many two-component epoxies
- Reduces maintenance costs; the years of protection for structural and equipment surfaces eliminates the need for constant scraping, wire brushing and repainting.
- Reduces production costs; eliminating the need to send parts out for hot dip, saving both time and money.
SURFACE PREPARATION:
Steel: For best results, surfaces should be free from moisture, oil, grease, dirt, mill scale, rust, corrosion products, oxides, paint, and foreign matter. Abrasive blast surface to commercial grade per Steel Structures Painting Council Specification SSPC-SP6, "Commercial Blast Cleaning", or per NACE specification #3. If abrasive blasting is not feasible, remove loose mill scale, loose rust, and loose paint per specification SSPC-SP, "Power Tool Cleaning".
New galvanized surfaces: Remove all oil, grease and flux by solvent cleaning per Specifications SSPC-SP1, "Solvent Cleaning".
Weathered galvanized surfaces: Remove rust or foreign deposits by wire brushing per specification SSPC-SP2, "Hand Tool Cleaning", or power tool cleaning per Specification SSPC-SP3, "Power Tool Cleaning".
APPLICATION:
(For Galvax aerosol, follow the instructions on the can).
Stir Galvax thoroughly until the zinc dust content is completely dispersed. Galvax may be applied by brush, spray or roller. Airless spray is not recommended because of possible tip clogging. Thinning is not normally required.
- Steel: Apply one coat 2.5 to 3 mils dry film thickness.
- New galvanized surfaces: Apply one coat 2.5 to 3 mils DFT.
- Weathered galvanized surfaces: Apply one coat 2.5 to 3 mils DFT.
- Rusted galvanized surfaces: Apply two coats at 2.5 to 3 mils DFT each, total system DFT: 5 to 6 mils. Allow 12 hours dry time between coats.
- At room temperature, Galvax sets to touch in 1 hr. and may be recoated after 12 hrs.
EQUIPMENT:
Brush: Apply after thorough mixing. If thinning is required, use up to 1 pint maximum per gallon of paint thinner. Mix thoroughly after thinner addition.
Roller: Apply after thorough mixing. Use rollers with short nap. Cross roll for uniform coverage. If thinning is required, use up to 1 pint maximum per gallon of paint thinner.
STORAGE AND CLEAN-UP:
Store in a cool, dry place, below 80ºF. Clean equipment with paint thinner.
Galvax:
- Cold Galvanizing Compound for metal
- Zinc Rich Primer to prevent rust
- Zinc Rich Spray Paint for Aluminum
- Spray Galvanizing for metal
- Galvanizing metal
- Compound Galvanizing Spray for metal
- Protection Rust coating for metal
Tell-A-Friend|Contact Us|Join Our Mailing List
Meets Following Specifications /
- Mil-P-26915C USAF
- Mil-T-26915
- Mil-P-26915A
- Mil-P-21035A
- Mil-21035
- Mil-P-46105
- DOD-P-21035A
- DOD-P-21035
- ASTM- A780
- ASTM-A-80-93 (SSPC)
- Paint 20
- NSN-8030-01-237-6602